Hello, everyone! Even in the highly precise field of CNC machining, glitches are almost inevitable. No one wants to be the one responsible for crashing a CNC machine or spending extra time recutting a part that they thought was done right the first time. As you gain more experience in the machining industry, the likelihood of making mistakes decreases. However, the best way to avoid errors altogether is to learn from others’ experiences. Today, I’ll walk you through eight common issues that machinists encounter when working with end mills, and share how to avoid and fix them.

The following problems have frustrated many machinists. Follow these tips to make your CNC machining work a lot smoother.
Headache #1: End Mill Breakage
There are several common causes of end mill breakage:
- Excessive Feed Rate: If the machine clearly struggles during machining, check and reduce the feed rate immediately. Overloading the machine can easily lead to breakage.
- Aggressive Cutting Parameters: The cutting width and depth programmed in the machine might be too much. Try decreasing these values to ease the stress on the end mill.
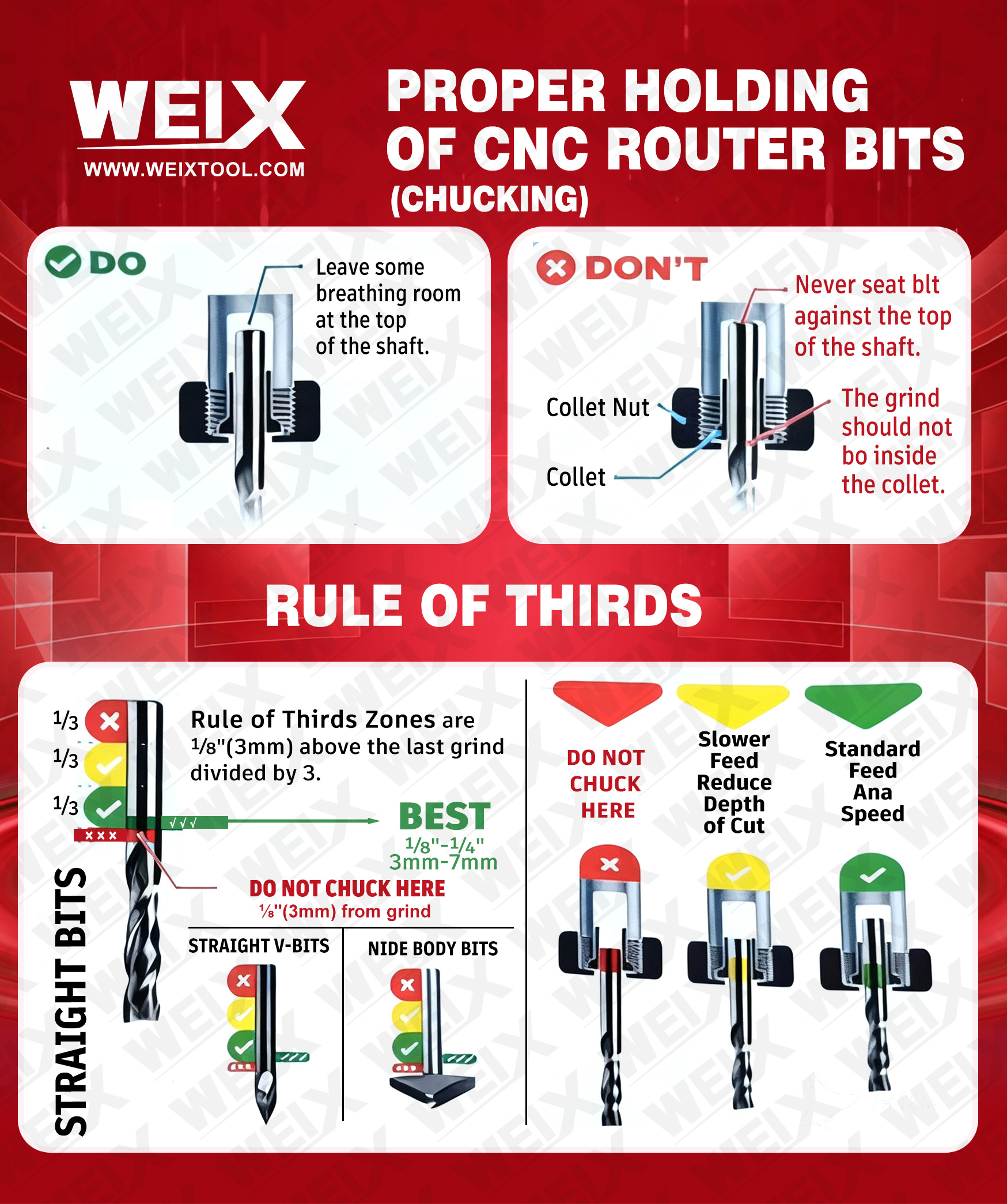
- Excessive Tool Overhang: When the tool extends too far out, it lacks stability. You can hold the shank deeper in the spindle or use a shorter end mill for better rigidity.
- Wear and Tear: Dull carbide cutting tools are prone to breaking. Regularly inspect your tools and sharpen them before they become extremely worn out.
Headache #2: Unusual End Mill Wear
To identify what causes unusual wear on end mills, check the following aspects:
- High Speed and Feed Rates: Adjust them accordingly if they’re too high, as excessive speeds can accelerate tool wear.
- Hard Materials: When cutting tough materials, make sure to use coated end mills, such as those with TiAlN or AlCrN coatings, to protect the tool.
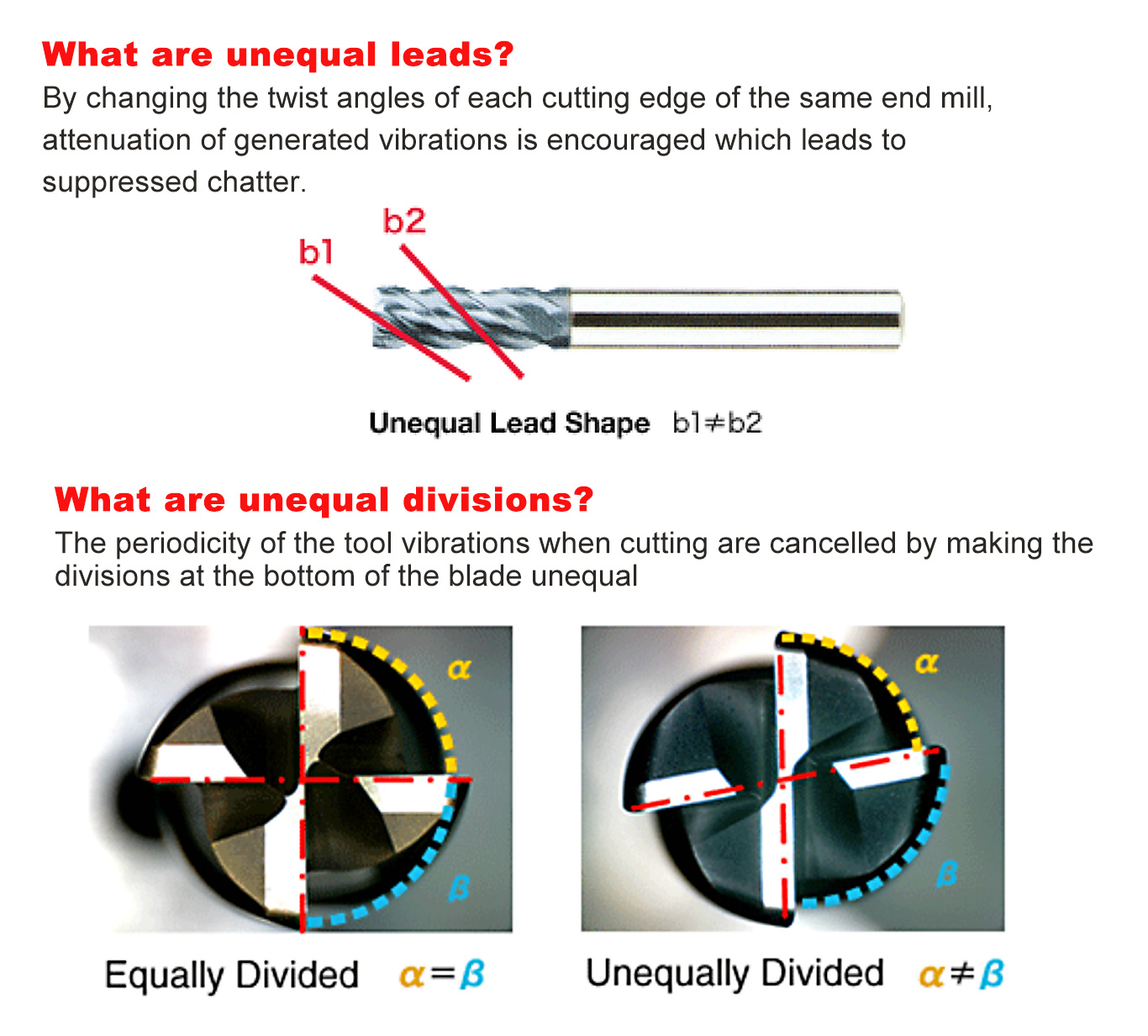
- Incorrect Helix Angle: An improper helix angle can cause uneven wear. If you notice abnormal wear, verify and correct this angle.
- Large Primary Relief Angle: Reducing this angle can help address excessive wear issues.
- Chip Interference: During re-cutting, chips may obstruct the cutting process and cause wear. In this case, try adjusting the cutting speed, feed rate, and chip size. Increasing coolant flow and air pressure can also help clear chips effectively.
Headache #3: Short Tool Life
If your metalworking tools wear out much faster than normal, these might be the culprits:
- High Cutting Friction: Incorrectly set cutting parameters can generate excessive friction, shortening the tool’s lifespan.
- Uncoated Tool for Hard Materials: Cutting hard materials without proper coating exposes the tool to excessive stress.
- Incorrect Helix and Relief Angles: Misaligned angles can lead to inefficient cutting and premature wear.
To solve these issues, keep your tools sharp, use appropriate coatings for hard materials, and ensure correct angle settings.
Headache #4: End Mill Chipping
Chipping on end mills usually results from two main factors:
- Heavy Feed Rate: Reduce the feed rate if you suspect it’s too high for the tool and material.
- Lack of Rigidity: Improve the setup by using a shorter tool, securing the shank deeper, or trying climb milling for better stability.
Headache #5: Excess Chip Packing
When you encounter excessive chip packing, check for these problems:
- Heavy Cutting: The cutting depth and width might be too large, causing chips to accumulate.
- Insufficient Chip Clearance: Using an end mill with fewer flutes can create more space for chips to escape.
- Inadequate Coolant: Increase coolant pressure and direct the coolant nozzle precisely at the cutting point. Air pressure can also be an effective alternative for chip evacuation.
Headache #6: Burrs
To eliminate burrs on machined parts, check three key points:
- Tool Sharpness: A dull tool often produces burrs. Keep your tools sharpened regularly.
- Feed and Speed Rates: Incorrect settings can lead to uneven cutting and burr formation.
- Helix Angle: Ensure the helix angle is set properly for clean cuts.
Headache #7: Rough Surface Finish
Several factors can cause a rough surface finish:
- Excessive Feed Rate: Slowing down the feed rate allows for a smoother cut.
- Slow Cutting Speed: Adjusting to an appropriate speed helps improve surface quality.
- Worn Tools: Replace dull tools with sharp ones to achieve better results.
- Shallow Dish Angle: Increasing the dish angle at the tool’s end can enhance the finishing quality.
Headache #8: Chattering
Chattering during machining can be caused by multiple factors:
- High Feed and Speed: Reduce these rates to stabilize the cutting process.
- Lack of Rigidity: Strengthen the clamping setup to prevent vibrations.
- Poor Setup: Review and optimize the overall machining setup.
- Heavy Cutting: Decrease the cutting width and depth to reduce stress on the tool.
- Excessive Tool Overhang: Opt for a shorter tool or hold the shank deeper to improve stability.
WEIX TOOL, a reputable end mill & router bit supplier
WEIX has rich experience in supplying industrial-quality router bits for furniture factories, woodworking tool distributors, and manufacturing and metalworking industries companies across the world. If you’re looking to purchase quality end mills at affordable prices, or have questions about where to begin, please feel free to contact us. We’d be happy to take your call and discuss specifics with you.
+86-18306105100|info@weixtool.com






Leave A Comment
You must be logged in to post a comment.